



制造工艺
专业资讯
导语 增材制造作为新兴的制造技术,应用领域不断扩展,成为先进制造领域发展最快的技术方向之一;增材制造产业的发展为现代制造业的培育壮大以及传统制造业的转型升级提供了宝贵契机。 中国工程院卢秉恒院士研究团队在中国工程院院刊《中国工程科学》2022年第4期发表《我国增材制造技术与产业发展研究》一文。文章在分析全球增材制造技术发展态势与产业发展动态的基础上,全面梳理了我国增材制造技术与产业的发展态势,剖析
- 导读:基于熔融的增材制造(AM),例如激光粉末床熔融(LPBF)、定向能量沉积(DED)可以定制生产几何和成分复杂的零件,使其具有前所未有的功能和性能。然而,由于局部热源与材料相互作用所固有的复杂且经常是极端的热条件,对稳定地在打印件中获得所需的相构成了相当大的挑战,特别是对于在AM制造过程中具有多阶段相变的材料(如钢、钛合金、镍超合金)。这些挑战经常表现在三个方面:(1)由于快速的冷却速度,AM
- 在全世界范围内,各国政府、公司、消费者和公众舆论对提高制造业、自然资源的使用、经济、生活水平等方面的可持续性的必要性达成了共识。能够促进可持续性的塑料被称为SPs,用于增材制造的可持续塑料也将加速向更可持续的塑料制造过渡。 △来自世界上最大的聚乳酸 (PLA) 制造商 Natureworks 的 Ingeo 聚合物 3D 打印PLA 图像。 塑料是由聚合物加和添加剂混合的材料。聚合物是由特定的分子
- 液压成形是指利用液体或模具使工件成形的一种塑形加工技术,也称液力成形。它是用液体的压力代替刚性的凸模或凹模对板料进行塑性加工的方法,如弯曲、拉深、平板毛坯的胀形、空间毛坯形状的胀形等。 相较于传统的冲压、焊接等成形技术,液压成形是一种新的金属成形技术,它可成形各种复杂制件,并具有得到制件表面质量好、减少工序、简化模具和不需特殊的冲压设备等优点。 一开始主要应用于航空航天、汽车制造等领域,随着技术的
最新
铝压铸变速箱壳体去毛刺除氧化皮研磨抛光工艺技术方法分享: 铝合金压铸件广泛应用于电子、汽车、飞机、船舶、电机、家电等行业的机械零部件生产制造过程中,具有外形美观、重量轻、强度和耐腐蚀性高的产品优点。不过在其生产过程中经常会产生毛刺、飞边、批锋等缺陷,因此产品表面的打磨处理工艺就显得尤为重要。在这个案例中,我们来分享一个铝合金压铸件零部件汽车变速箱壳体自动化高效率去毛刺飞边、除氧化皮,除批锋的工艺技

铝压铸变速箱壳体去毛刺除氧化皮研磨抛光工艺技术方法分享: 铝合金压铸件广泛应用于电子、汽车、飞机、船舶、电机、家电等行业的机械零部件生产制造过程中,具有外形美观、重量轻、强度和耐腐蚀性高的产品优点。不过在其生产过程中经常会产生毛刺、飞边、批锋等缺陷,因此产品表面的打磨处理工艺就显得尤为重要。在这个案例中,我们来分享一个铝合金压铸件零部件汽车变速箱壳体自动化高效率去毛刺飞边、除氧化皮,除批锋的工艺技
Job Type ● Recruitment Type:Social Recruitment ● Work Type:Full-Time Job descriptions Gerneral Purpose: The Sales Engineer will be assigned to Industry industrial sales team and carry out sales activi
2023年11月29日/热成形产业联盟快讯--第七届高强钢暨热冲压成形国际会议(ICHSU 2024) 将在秉承前六届会议关注热冲压成形新材料、新技术、新装备的基础上,聚焦节能减碳的科学路径,高性能板料成形、多材料成形和数字化无损检测等方向,就高性能热冲压材料与工艺、先进高强钢的冷冲压成形技术、多材料成形的技术与应用、多部件集成热冲压、激光加工、冲压仿真应用技术、新型镀层与工艺、冲压成形技术在商用

热成形产业联盟消息,11月24日,《热冲压模具钢》团体标准技术审查会在大冶特殊钢有限公司成功召开。 本次会议由热成形产业联盟组织,采取线上+线下相结合的方式进行。技术审查会专家组成员共有七位,分别是热成形产业联盟专家委员会主任马鸣图、同济大学教授林建平、上海汽车工程学会秘书长梁元聪、东北大学教授蔡明晖、上汽通用汽车教授级高工王立影、北京海纳川汽车部件股份有限公司共享技术部专业总师(博士)王习文、宝

精华
文章
 来源 | Science,研之成理 01 背景介绍 世界上约60%的能源以热能形式被浪费,余热的回收和管理对于节能减排具有重要意义。这就要求废热的有效利用和传热的主动控制。热传递的一种形式是声子传输,虽然调制声子比电子面临更大的挑战,但由于声子器件的概念化,声子输运的主动和可逆控制以减轻与热相关的担忧已经激发了人们广泛的研究兴趣。 到目前为止,声子输运或导热系数k(即热开关)的主动可逆控制已经通过
来源 | Science,研之成理 01 背景介绍 世界上约60%的能源以热能形式被浪费,余热的回收和管理对于节能减排具有重要意义。这就要求废热的有效利用和传热的主动控制。热传递的一种形式是声子传输,虽然调制声子比电子面临更大的挑战,但由于声子器件的概念化,声子输运的主动和可逆控制以减轻与热相关的担忧已经激发了人们广泛的研究兴趣。 到目前为止,声子输运或导热系数k(即热开关)的主动可逆控制已经通过 电子数码产品零部件镁合金笔记本中框去毛刺研磨抛光工艺技术方法: 手机、笔记本、数码相机、平板电脑这些数码产品的零部件中,中框、外壳这些金属制品多是由铝合金、镁合金、锌合金这些软质金属材料经压铸工艺后再经CNC精密机械加工生产而成,这些金属结构件在生产过程中经常会产生一些毛刺、刀纹、污迹。因此产品表面的自动化精密研磨抛光处理工艺就显得尤为重要。在这个案例中,我们来分享一个镁合金的笔记本零部件—中框结
电子数码产品零部件镁合金笔记本中框去毛刺研磨抛光工艺技术方法: 手机、笔记本、数码相机、平板电脑这些数码产品的零部件中,中框、外壳这些金属制品多是由铝合金、镁合金、锌合金这些软质金属材料经压铸工艺后再经CNC精密机械加工生产而成,这些金属结构件在生产过程中经常会产生一些毛刺、刀纹、污迹。因此产品表面的自动化精密研磨抛光处理工艺就显得尤为重要。在这个案例中,我们来分享一个镁合金的笔记本零部件—中框结 铝压铸变速箱壳体去毛刺除氧化皮研磨抛光工艺技术方法分享: 铝合金压铸件广泛应用于电子、汽车、飞机、船舶、电机、家电等行业的机械零部件生产制造过程中,具有外形美观、重量轻、强度和耐腐蚀性高的产品优点。不过在其生产过程中经常会产生毛刺、飞边、批锋等缺陷,因此产品表面的打磨处理工艺就显得尤为重要。在这个案例中,我们来分享一个铝合金压铸件零部件汽车变速箱壳体自动化高效率去毛刺飞边、除氧化皮,除批锋的工艺技
铝压铸变速箱壳体去毛刺除氧化皮研磨抛光工艺技术方法分享: 铝合金压铸件广泛应用于电子、汽车、飞机、船舶、电机、家电等行业的机械零部件生产制造过程中,具有外形美观、重量轻、强度和耐腐蚀性高的产品优点。不过在其生产过程中经常会产生毛刺、飞边、批锋等缺陷,因此产品表面的打磨处理工艺就显得尤为重要。在这个案例中,我们来分享一个铝合金压铸件零部件汽车变速箱壳体自动化高效率去毛刺飞边、除氧化皮,除批锋的工艺技- 铝压铸变速箱壳体去毛刺除氧化皮研磨抛光工艺技术方法分享: 铝合金压铸件广泛应用于电子、汽车、飞机、船舶、电机、家电等行业的机械零部件生产制造过程中,具有外形美观、重量轻、强度和耐腐蚀性高的产品优点。不过在其生产过程中经常会产生毛刺、飞边、批锋等缺陷,因此产品表面的打磨处理工艺就显得尤为重要。在这个案例中,我们来分享一个铝合金压铸件零部件汽车变速箱壳体自动化高效率去毛刺飞边、除氧化皮,除批锋的工艺技
 由于高强钢冲压会带来严重的模具磨损,因此,在成形模具设计阶段需要进行模具磨损评估。为了揭示成形工艺仿真参数选择对板料—模具界面接触压力技术精度的影响,本文基于Dynaform软件,参数化研究了有限元单元尺寸、积分点个数和冲压速度对仿真结果的影响。研究结果表明:对比于积分点个数和冲压速度,板料网络和模具网络更明显地影响着仿真结果;而积分点个数和冲压速度带来的波动范围很小。 与普通钢板相比,先进高强钢
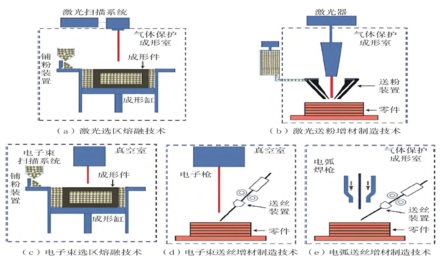
由于高强钢冲压会带来严重的模具磨损,因此,在成形模具设计阶段需要进行模具磨损评估。为了揭示成形工艺仿真参数选择对板料—模具界面接触压力技术精度的影响,本文基于Dynaform软件,参数化研究了有限元单元尺寸、积分点个数和冲压速度对仿真结果的影响。研究结果表明:对比于积分点个数和冲压速度,板料网络和模具网络更明显地影响着仿真结果;而积分点个数和冲压速度带来的波动范围很小。 与普通钢板相比,先进高强钢 金属增材制造是增材制造技术中发展最为迅速的分支,现已广泛运用于航空航天、能源动力等领域,发展相关的数值模拟技术对深入理解其复杂物理过程与优化工艺参数具有重要的学术及工程意义。 与传统减材制造(切削、磨削等)和等材制造(铸造、锻压等)的材料加工方式不同,金属增材制造依据三维计算机辅助设计(CAD)数据,通过光源或高能热源等将离散材料(粉材、丝材等)逐层累积制造实体构件,是一种自下而上叠加材料成形的“
金属增材制造是增材制造技术中发展最为迅速的分支,现已广泛运用于航空航天、能源动力等领域,发展相关的数值模拟技术对深入理解其复杂物理过程与优化工艺参数具有重要的学术及工程意义。 与传统减材制造(切削、磨削等)和等材制造(铸造、锻压等)的材料加工方式不同,金属增材制造依据三维计算机辅助设计(CAD)数据,通过光源或高能热源等将离散材料(粉材、丝材等)逐层累积制造实体构件,是一种自下而上叠加材料成形的“ 摘 要:通过对悬臂类铝型材的有限元模拟,研究悬臂类铝型材挤压模具的总体高度、铝型材的厚度和铝型材的宽度对模具强度的影响。通过正交试验方法研究这三种影响因素对悬臂类铝型材挤压模具强度影响的主次性并寻找最优组合的悬臂类铝型材挤压模具。结果表明,铝型材挤压模具的高度对下模具最大应变值影响显著,影响主次顺序为铝型材挤压模具的高度、挤压型材的厚度、铝型材的宽度。 关键词:悬臂;挤压模;有限元;HyperWo
摘 要:通过对悬臂类铝型材的有限元模拟,研究悬臂类铝型材挤压模具的总体高度、铝型材的厚度和铝型材的宽度对模具强度的影响。通过正交试验方法研究这三种影响因素对悬臂类铝型材挤压模具强度影响的主次性并寻找最优组合的悬臂类铝型材挤压模具。结果表明,铝型材挤压模具的高度对下模具最大应变值影响显著,影响主次顺序为铝型材挤压模具的高度、挤压型材的厚度、铝型材的宽度。 关键词:悬臂;挤压模;有限元;HyperWo 摘 要:选取了某企业生产的汽车消声器连结法兰盘零件为参数优化对象。利用Dynaform软件对零件冲压过程进行有限元数值模拟并记录27组实验数据。建立BP神经网络模型并完成神经网络模型的训练及测试,最后结合遗传算法优化工艺参数,得到最优值的试验条件为:压边力68kN,凸模圆角半径12mm,摩擦系数0.12,凸凹模间隙2.5mm。经过冲压试验,观察该零件,成形质量完好,孔口处未见明显的开裂。将神经网络
摘 要:选取了某企业生产的汽车消声器连结法兰盘零件为参数优化对象。利用Dynaform软件对零件冲压过程进行有限元数值模拟并记录27组实验数据。建立BP神经网络模型并完成神经网络模型的训练及测试,最后结合遗传算法优化工艺参数,得到最优值的试验条件为:压边力68kN,凸模圆角半径12mm,摩擦系数0.12,凸凹模间隙2.5mm。经过冲压试验,观察该零件,成形质量完好,孔口处未见明显的开裂。将神经网络 卸料装置是多工位精密级进模结构中的重要部件。它的作用除冲压开始前压紧带料,以防止各凸模冲压时由于先后次序的不同或受力不均匀而引起带料窜动,并保证冲压结束后及时平稳的卸料外,更重要的是对各工位上的凸模(特别是细小凸模)在受测向作用力时,起到精确导向和有效的保护作用。卸料装置主要由卸料板、弹性元件、卸料螺钉和辅助导向零件所组成。关注冲压帮公众号 1.卸料板的结构 多工位精密级进模的弹压卸料板,由于型孔
卸料装置是多工位精密级进模结构中的重要部件。它的作用除冲压开始前压紧带料,以防止各凸模冲压时由于先后次序的不同或受力不均匀而引起带料窜动,并保证冲压结束后及时平稳的卸料外,更重要的是对各工位上的凸模(特别是细小凸模)在受测向作用力时,起到精确导向和有效的保护作用。卸料装置主要由卸料板、弹性元件、卸料螺钉和辅助导向零件所组成。关注冲压帮公众号 1.卸料板的结构 多工位精密级进模的弹压卸料板,由于型孔 2. 数学模型及其假设 (Mathematical Models and Assumptions) 数学模型及其假设(Mathematical Models and Assumptions) for Solid 令 u, v ,w 代表速度分量,x,y 是平面坐标轴而z是gapwise坐标轴。假设空孔中充填的是不可压缩流体,一般的射出充填可以很合理的假设为黏滞流。 射出成型常用的原理简图 在充填阶
2. 数学模型及其假设 (Mathematical Models and Assumptions) 数学模型及其假设(Mathematical Models and Assumptions) for Solid 令 u, v ,w 代表速度分量,x,y 是平面坐标轴而z是gapwise坐标轴。假设空孔中充填的是不可压缩流体,一般的射出充填可以很合理的假设为黏滞流。 射出成型常用的原理简图 在充填阶- 摘要 采用湿型铸造生产的球铁前盖铸件常是通过在砂芯内放置冷铁消除铸件缩松缺陷,其工艺复杂,在批量生产中铸件的气孔及缩孔废品比例较高。本研究简化了前盖铸造工艺,其内腔由吊砂工艺带出,减少了主体砂芯。该工艺在利用铁液自重补缩的同时,辅以侧冒口补缩以及在局部增加冷铁。优化后的工艺降低了铸件的废品率,同时也简化了生产工艺,降低了铸造成本。 球墨铸铁前盖材质为QT700-2,采用湿型砂工艺生产。由于湿型砂砂
 体积收缩率 (Volumetric Shrinkage) 体积收缩结果会显示塑件从目前时间步长的高温和高压,降到环境温度和环境压力的体积变动分布百分比。此计算是根据塑料的 PVT 关系。 正数值代表体积收缩,负数值代表体积膨胀。在优化条件中,需要统一的体积收缩。 您应该着重于统一性,而非体积收缩的幅度。 非统一的体积收缩的原因有两个: •非统一的压力分布。 •非统一的温度分布。 非统一的体积收缩会
体积收缩率 (Volumetric Shrinkage) 体积收缩结果会显示塑件从目前时间步长的高温和高压,降到环境温度和环境压力的体积变动分布百分比。此计算是根据塑料的 PVT 关系。 正数值代表体积收缩,负数值代表体积膨胀。在优化条件中,需要统一的体积收缩。 您应该着重于统一性,而非体积收缩的幅度。 非统一的体积收缩的原因有两个: •非统一的压力分布。 •非统一的温度分布。 非统一的体积收缩会- 提到冲压相关的有限元仿真,往往关注产品本身的成形仿真,也就是板料塑性变形。其关注点仅局限于冲压产品的成形问题: 开裂、起皱、尺寸回弹、外观面品等,然而一个冲压产品从设计阶段到批量,整个开发周期无论是产品设计、工艺、工装模具结构设计、冲压模具的调试研合、量产时产品工序件间的传递、转运等等整个过程涉及的工况较为复杂、条件的波动对模具工装、产品 都会起到一定的影响。如 模具及压机工作台面的弹性变形、一些
- 一、研究背景 金属切削过程中伴随着复杂的应力场、应变场和温度场,刀具几何参数和切削参数对切屑形态、切削力、刀具磨损、残余应力的综合影响是复杂的。在宏观尺度和微观尺度上,材料具有不同的去除机制,这使得过程变量对工件表面质量和刀具寿命的影响和过程变量的影响因素有显著差异。 有限元法被认为是一种切削过程中预测过程变量、揭示微观物理现象、深入研究切削机理的有效方法。因此,运用有限元仿真对宏观和微观尺度切削
 运用CAE 模流分析解决网孔毛边之模具设计 ■诚模精密科技 / 李海 模流分析高级工程师 (ACMT SMARTMolding 2022年8月刊) 前言 NB上的网孔设计,其目的在于增强散热或声音的通透性。而在模具设计时,网孔区域应特别引起重视,因为其流动阻力大,压力损失高,极容易形成充填短射,需要较高的充填压力;但过高的充填压力,也容易使其产生毛边溢料,在模具加工时,此区域就要做相应的预留,使其
运用CAE 模流分析解决网孔毛边之模具设计 ■诚模精密科技 / 李海 模流分析高级工程师 (ACMT SMARTMolding 2022年8月刊) 前言 NB上的网孔设计,其目的在于增强散热或声音的通透性。而在模具设计时,网孔区域应特别引起重视,因为其流动阻力大,压力损失高,极容易形成充填短射,需要较高的充填压力;但过高的充填压力,也容易使其产生毛边溢料,在模具加工时,此区域就要做相应的预留,使其 夯实模具标准化基础,迈向智能化高效设计 作者 ■青岛维特信息科技有限公司 / 张祥富 经理 (ACMT SMARTMolding 2022年8月刊) 前言 模具设计是模具整个制造过程的源头,模具设计决定了模具制造的效率、质量、成本、加工工艺,同时也决定了射出生产的稳定性、效率和成本。所以模具设计非常关键,是模塑制造的核心技术,需要系统性规划,为后续智能制造做好基础。 为了提升模具设计的效率、准确性
夯实模具标准化基础,迈向智能化高效设计 作者 ■青岛维特信息科技有限公司 / 张祥富 经理 (ACMT SMARTMolding 2022年8月刊) 前言 模具设计是模具整个制造过程的源头,模具设计决定了模具制造的效率、质量、成本、加工工艺,同时也决定了射出生产的稳定性、效率和成本。所以模具设计非常关键,是模塑制造的核心技术,需要系统性规划,为后续智能制造做好基础。 为了提升模具设计的效率、准确性 在一般成型制程中,造成模座嵌件变形的主要原因有两个:其一是在充填保压过程,因螺杆前进,造成模穴压力过高,一般可以达200MPa,并有可能导致模具嵌件(顶针、滑块等)变形。第二个原因则是温度分布不平衡,造成模具发生局部收缩翘曲。上述潜在的模具变形问题,不只会影响模具的使用寿命,更会影响产品的尺寸精准度及质量。 为了能提前预测模具变形问题,Moldex3D让使用者将不同成型条件对模具部件的影响,一并考
在一般成型制程中,造成模座嵌件变形的主要原因有两个:其一是在充填保压过程,因螺杆前进,造成模穴压力过高,一般可以达200MPa,并有可能导致模具嵌件(顶针、滑块等)变形。第二个原因则是温度分布不平衡,造成模具发生局部收缩翘曲。上述潜在的模具变形问题,不只会影响模具的使用寿命,更会影响产品的尺寸精准度及质量。 为了能提前预测模具变形问题,Moldex3D让使用者将不同成型条件对模具部件的影响,一并考 度差异效应 (Differential Temperature Effect) 注1 与收缩差异效应 (Differential Shrinkage Effect) 注2 为影响塑件变形的两个主要原因。若能分析这两种因子对塑件产品的影响,对于解决翘曲问题将会有很大的帮助。为了提升翘曲分析准确度,Moldex3D在翘曲分析新增这项分析功能,让产品设计者能够解析温度差异效应和收缩差异效应的位移,更精准
度差异效应 (Differential Temperature Effect) 注1 与收缩差异效应 (Differential Shrinkage Effect) 注2 为影响塑件变形的两个主要原因。若能分析这两种因子对塑件产品的影响,对于解决翘曲问题将会有很大的帮助。为了提升翘曲分析准确度,Moldex3D在翘曲分析新增这项分析功能,让产品设计者能够解析温度差异效应和收缩差异效应的位移,更精准 来源 | ACS Applied Nano Materials 01 背景介绍 由于高密度功率传输、架构复杂性、小型化、功能化和新技术应用的不断发展,散热成为了高性能计算和电子设备的发展瓶颈。因此,开发创新的高导热材料来解决这一问题具有重要意义,常见的导热填料如氧化铝、氮化硼、氮化铝、氮化硅、金刚石、石墨、金属颗粒、碳纳米管(CNTs)、石墨烯等,已被广泛用于制备聚合物复合材料,以达到期望的性能。
来源 | ACS Applied Nano Materials 01 背景介绍 由于高密度功率传输、架构复杂性、小型化、功能化和新技术应用的不断发展,散热成为了高性能计算和电子设备的发展瓶颈。因此,开发创新的高导热材料来解决这一问题具有重要意义,常见的导热填料如氧化铝、氮化硼、氮化铝、氮化硅、金刚石、石墨、金属颗粒、碳纳米管(CNTs)、石墨烯等,已被广泛用于制备聚合物复合材料,以达到期望的性能。 用CAE射出仿真技术改善产品结构 ■金旸新材料 前言 CAE仿真(computer aided engineering,电脑辅助工程)能够把工程师的经验与想法,通过电脑形成量化数据,模拟过程并随时跟踪、优化验证,形成最优化流程的「最佳辅助」。 不管多前沿、结构多复杂的产品设计,都能通过CAE仿真验证并优化,因此,在射出成型领域,CAE射出仿真技术多被用于预测及改善产品成型不良。 CAE射出仿真技术
用CAE射出仿真技术改善产品结构 ■金旸新材料 前言 CAE仿真(computer aided engineering,电脑辅助工程)能够把工程师的经验与想法,通过电脑形成量化数据,模拟过程并随时跟踪、优化验证,形成最优化流程的「最佳辅助」。 不管多前沿、结构多复杂的产品设计,都能通过CAE仿真验证并优化,因此,在射出成型领域,CAE射出仿真技术多被用于预测及改善产品成型不良。 CAE射出仿真技术 碳纤维/PEKK热塑性3D打印复合材料舱门铰链 瑞士9T Labs开发了一种包含 3 步制造工艺流程的增材融合技术 ( Additive Fusion Technology,AFT) ,并使用该技术制造了碳纤维/PEKK增强的3D打印直升机舱门铰链。另外,与传统连续复合材料增材制造不同的是,3D打印制成的预成型体需要进一步放入模具中热压成型,以消除孔隙,得到轻质高强的零件。由下图可以看出,未经热压
碳纤维/PEKK热塑性3D打印复合材料舱门铰链 瑞士9T Labs开发了一种包含 3 步制造工艺流程的增材融合技术 ( Additive Fusion Technology,AFT) ,并使用该技术制造了碳纤维/PEKK增强的3D打印直升机舱门铰链。另外,与传统连续复合材料增材制造不同的是,3D打印制成的预成型体需要进一步放入模具中热压成型,以消除孔隙,得到轻质高强的零件。由下图可以看出,未经热压 ■刘文斌/型创科技 技术总监 液态硅烷橡胶材料介绍 液态硅胶(Liquid Silicone Rubber, LSR)是一种无毒、耐高温、高回弹性的软质性热固性材料,分子组成中同时具有 无机与有机分子结构的独特性软质弹性体材料,其流变行为主要表现为低黏度、高流动性、快速固化、剪切稀化以及较高的热膨胀系数。LSR是以铂金作为触媒的双液态组份材料,可进行快速反应固化,可以藉由射出成型方式进行大量重复式
■刘文斌/型创科技 技术总监 液态硅烷橡胶材料介绍 液态硅胶(Liquid Silicone Rubber, LSR)是一种无毒、耐高温、高回弹性的软质性热固性材料,分子组成中同时具有 无机与有机分子结构的独特性软质弹性体材料,其流变行为主要表现为低黏度、高流动性、快速固化、剪切稀化以及较高的热膨胀系数。LSR是以铂金作为触媒的双液态组份材料,可进行快速反应固化,可以藉由射出成型方式进行大量重复式 流动/保压页签 (Flow and Pack Tab) 求解器及分析选项 (Solver and Analysis Option) Moldex3D 针对不同的分析需求及计算资源,提供各种的充填/保压模块求解器及分析的选项。 标准版:此求解器可产生快速简易的实体解决方法 强化版-P:此求解器能够针对复杂的几何模型产生更准确与更精确的模拟结果,例如,具有滞流现象与大型长度-厚度 (L/T) 比的流体
流动/保压页签 (Flow and Pack Tab) 求解器及分析选项 (Solver and Analysis Option) Moldex3D 针对不同的分析需求及计算资源,提供各种的充填/保压模块求解器及分析的选项。 标准版:此求解器可产生快速简易的实体解决方法 强化版-P:此求解器能够针对复杂的几何模型产生更准确与更精确的模拟结果,例如,具有滞流现象与大型长度-厚度 (L/T) 比的流体 射出压缩成型模型的压缩设定页签 (Compression Tab for ICM) 加工精灵提供射出压缩成型项目压缩设定页签 (Compression tab)。页签分为四部分,涵盖一般压缩设定、压缩起始切换点 (Compression Switch)、压缩速度(Compression Speed) 和压缩力 (Compression Force)。 射出压缩设定页签 >压缩设定 (Compres
射出压缩成型模型的压缩设定页签 (Compression Tab for ICM) 加工精灵提供射出压缩成型项目压缩设定页签 (Compression tab)。页签分为四部分,涵盖一般压缩设定、压缩起始切换点 (Compression Switch)、压缩速度(Compression Speed) 和压缩力 (Compression Force)。 射出压缩设定页签 >压缩设定 (Compres 冲压件厂在冷冲压加工冲压件过程当中要使用冲压油。这是因为冲压油在冷冲压工艺中起到了关键性的作用,冲压油具有良好的冷却性能和极压抗磨性能,对于五金冲压模具的使用寿命和五金冲压件精度的提升有质的飞跃。冲压工件材质不同,冲压油在选用时性能的侧重点也不一样,下面就来看下冲压油的选用情况。 (1)由于硅钢板是比较容易冲切的材料,所以为了工件成品的易清洗性,在防止冲切毛刺产生的前提下会选用低粘度的冲压油。 (
冲压件厂在冷冲压加工冲压件过程当中要使用冲压油。这是因为冲压油在冷冲压工艺中起到了关键性的作用,冲压油具有良好的冷却性能和极压抗磨性能,对于五金冲压模具的使用寿命和五金冲压件精度的提升有质的飞跃。冲压工件材质不同,冲压油在选用时性能的侧重点也不一样,下面就来看下冲压油的选用情况。 (1)由于硅钢板是比较容易冲切的材料,所以为了工件成品的易清洗性,在防止冲切毛刺产生的前提下会选用低粘度的冲压油。 ( 什么是拉弧式螺柱焊?(拉弧式螺柱焊的工作原理) 拉弧式螺柱焊又叫电弧式螺柱焊, 与储能式螺柱焊不同,拉弧式螺柱焊没有向电容充电的过程,而是通过变压器/整流器降压后直接放电,其工作原理与普通电焊焊接类似。由于不需要预充电,电能可以源源不断地释放,所以焊接时间长短可以控制,根据设备功率不同,可焊螺柱直径范围为3-25mm。 拉弧式螺柱焊的特点 焊接方式与保护方式根据螺柱直径不同以及使用场合不同,拉弧式
什么是拉弧式螺柱焊?(拉弧式螺柱焊的工作原理) 拉弧式螺柱焊又叫电弧式螺柱焊, 与储能式螺柱焊不同,拉弧式螺柱焊没有向电容充电的过程,而是通过变压器/整流器降压后直接放电,其工作原理与普通电焊焊接类似。由于不需要预充电,电能可以源源不断地释放,所以焊接时间长短可以控制,根据设备功率不同,可焊螺柱直径范围为3-25mm。 拉弧式螺柱焊的特点 焊接方式与保护方式根据螺柱直径不同以及使用场合不同,拉弧式 到底应该入FDM还是光固化3D打印机? 它们各自又有着哪些优势和痛点? 不同的打印机更适用于打印哪类模型? 如果你也有着诸如此类的困惑,相信今天的内容一定能为你解惑。3D打印资深玩家Owen花费了一个月,历经数百个小时的打印,从打印过程到打印部件,以多个维度的实验观察,分析了FDM和光固化3D打印机之间的利弊。接下来,就让我们跟随他的脚步,来深入了解这两种3D打印技术吧!Let's Go~ 3D打
到底应该入FDM还是光固化3D打印机? 它们各自又有着哪些优势和痛点? 不同的打印机更适用于打印哪类模型? 如果你也有着诸如此类的困惑,相信今天的内容一定能为你解惑。3D打印资深玩家Owen花费了一个月,历经数百个小时的打印,从打印过程到打印部件,以多个维度的实验观察,分析了FDM和光固化3D打印机之间的利弊。接下来,就让我们跟随他的脚步,来深入了解这两种3D打印技术吧!Let's Go~ 3D打 导读:南极熊获悉,总部位于德国的3D打印服务提供商Rapid Product Manufacturing (RPM) 于2021年6月15日宣布已获得研究资助,开发复杂的弹性晶格结构,本次资金由德国AiF资助。使用Carbon树脂数字光合成 (DLS) 3D 打印技术和EPU41/EPU40材料,RPM计划在明年与工业和消费品领域合作伙伴一起为这些晶格结构开发多种应用。项目还将得到不伦瑞克技术大学
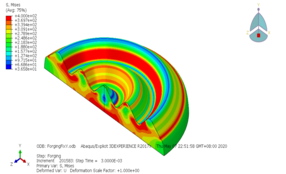
导读:南极熊获悉,总部位于德国的3D打印服务提供商Rapid Product Manufacturing (RPM) 于2021年6月15日宣布已获得研究资助,开发复杂的弹性晶格结构,本次资金由德国AiF资助。使用Carbon树脂数字光合成 (DLS) 3D 打印技术和EPU41/EPU40材料,RPM计划在明年与工业和消费品领域合作伙伴一起为这些晶格结构开发多种应用。项目还将得到不伦瑞克技术大学 来源:互联网 作者:黄湘龙 易幼平 关键字:有限元 QForm 等温锻造 仿真模拟 本文在QForm 2D/3D仿真平台上对7085铝合金翼身接头进行等温锻造过程模拟,对等温锻造中流线、应力、应变、最大载荷以及可能产生的折叠进行全方面模拟,提出了相应的等温锻造成形方案与工艺参数,为等温锻造参数以及锻造用模具优化设计提供帮助。 轻质高强度铝合金模锻件在航天航空领域中应用广泛,翼身接头作为连接飞机机翼
来源:互联网 作者:黄湘龙 易幼平 关键字:有限元 QForm 等温锻造 仿真模拟 本文在QForm 2D/3D仿真平台上对7085铝合金翼身接头进行等温锻造过程模拟,对等温锻造中流线、应力、应变、最大载荷以及可能产生的折叠进行全方面模拟,提出了相应的等温锻造成形方案与工艺参数,为等温锻造参数以及锻造用模具优化设计提供帮助。 轻质高强度铝合金模锻件在航天航空领域中应用广泛,翼身接头作为连接飞机机翼 浅谈影响金属材料焊接性的因素有哪些 影响金属材料焊接性的因素很多,主要有:金属材料、结构设计、工艺措施、服役环境等四个方面。焊接性是取决于母材和焊缝金属的化学成分、焊接结构和焊接接头的设计、焊接方法、焊接工艺等的一种综合性能。 材料因素 材料因素是指木材本身和焊接材料;包括材料的化学成分、冶炼轧制装态、热处理、组织状态和力学性能等。 焊接材料如焊条电弧焊时的焊条、埋弧焊时的焊丝和焊剂、起提包弧焊时
浅谈影响金属材料焊接性的因素有哪些 影响金属材料焊接性的因素很多,主要有:金属材料、结构设计、工艺措施、服役环境等四个方面。焊接性是取决于母材和焊缝金属的化学成分、焊接结构和焊接接头的设计、焊接方法、焊接工艺等的一种综合性能。 材料因素 材料因素是指木材本身和焊接材料;包括材料的化学成分、冶炼轧制装态、热处理、组织状态和力学性能等。 焊接材料如焊条电弧焊时的焊条、埋弧焊时的焊丝和焊剂、起提包弧焊时 随着汽车工业的发展,对汽车紧固件的要求也越来越高。我国汽车高强度紧固件的主要品种是螺栓,有8.8,9.8,10.9和12.9级4个强度等级,这些强度级别的紧固件都要进行热处理,才能提高产品的综合力学性能,达到规定的抗拉强度和屈强比,热处理工艺技术是生产汽车紧固件的关键。 1、影响汽车紧固件热处理的因素 汽车紧固件热处理一般称为调质(淬火后再经高温回火)处理,调质对原材料、炉温、炉内气氛、淬火介质、
随着汽车工业的发展,对汽车紧固件的要求也越来越高。我国汽车高强度紧固件的主要品种是螺栓,有8.8,9.8,10.9和12.9级4个强度等级,这些强度级别的紧固件都要进行热处理,才能提高产品的综合力学性能,达到规定的抗拉强度和屈强比,热处理工艺技术是生产汽车紧固件的关键。 1、影响汽车紧固件热处理的因素 汽车紧固件热处理一般称为调质(淬火后再经高温回火)处理,调质对原材料、炉温、炉内气氛、淬火介质、- 导读:近两年,随着金属3D打印技术在航空航天、军工、汽车等市场端的认可度越来越高,应用规模不断扩大,金属3D打印企业的出货情况也在快速增长。 2022年8月22日,南极熊注意到,最近国外知名金属3D打印机制造厂商VELO3D、SLM Solutions等公司相继发布了2022年第二季度的财报。根据两家公司官方公布出来的数据,今年上半年的财务业绩均显示出强势的增长: VELO3D在 2022 年第二
- 01 冲压产品的工艺分类 1、基本工序分类 冲压工艺按其变形性质可以分为材料的分离与成型两大类。 分离工序是指坯料在冲压力的作用下,变形部位的应力达到抗拉强度以后,是坯料发生断裂而产生分离,从而获得所需形状与尺寸的工件的冲压工序。 成型工序是指坯料在冲压力的作用下,变形部位的应力达到屈服点,但未达到抗拉强度,使坯料产生塑性变形而不发生断裂分离,从而获得所需形状与尺寸的工件的冲压工序。 2、分离工序
 1、背景 在成形工艺上,很多生产厂习惯于一次成形完毕,好处是成形时间短、生产速度快,免去了二次成型的麻烦,但不足之处是操作人员过多,劳动强度大,质量不易控制。随着加工技术的不断发展,成型件的尺寸不断加大,一次成型的弊端日渐引起重视。为了保证质量,有的单位采用了国外常用的多次成型法,即成型件的最终形状分为若干个成型步来完成,每次成型其中的一部分。很多实际钣金件的成型加工过程都是经过若干次成型来完成的
1、背景 在成形工艺上,很多生产厂习惯于一次成形完毕,好处是成形时间短、生产速度快,免去了二次成型的麻烦,但不足之处是操作人员过多,劳动强度大,质量不易控制。随着加工技术的不断发展,成型件的尺寸不断加大,一次成型的弊端日渐引起重视。为了保证质量,有的单位采用了国外常用的多次成型法,即成型件的最终形状分为若干个成型步来完成,每次成型其中的一部分。很多实际钣金件的成型加工过程都是经过若干次成型来完成的- 01 前 言 产品脱碳这个现象,相信大家在实际工作中都曾有遇到过。那么,对于脱碳过程的原理,您是否了解得很透彻呢? 本期文章整理了“脱碳”这部分的理论知识,不管熟不熟悉,大家就当再温习一遍吧~ ///// 02 脱碳层的组织结构 钢材在脱碳气氛中加热时,根据其脱碳程度可以分为全脱碳层与半脱碳层两类。 当钢材表面碳被基本烧损,表层呈现全部铁素体晶粒时,称为全脱碳层。图1为共析碳钢全脱碳层的金相组织。
 1. 快速范例教学 基本概念 本章教程带您快速的从头开始分析简易射出模型的仿真工作流程,并分成以下五个部分:建立组别、汇入模型、材料与加工、执行分析、后处理。 本章教学所涵盖的功能如下表所列: 1.建立组别 开启 Moldex3D Studio 并点选新增,输入名称 (MDXProject) 以及位置 (默认为D:\MDX_WorkingFolder)后按下确认键即可建立新的分析组别,在完成上述步
1. 快速范例教学 基本概念 本章教程带您快速的从头开始分析简易射出模型的仿真工作流程,并分成以下五个部分:建立组别、汇入模型、材料与加工、执行分析、后处理。 本章教学所涵盖的功能如下表所列: 1.建立组别 开启 Moldex3D Studio 并点选新增,输入名称 (MDXProject) 以及位置 (默认为D:\MDX_WorkingFolder)后按下确认键即可建立新的分析组别,在完成上述步- 摘要 针对铝合金薄壁壳体生产中,缩松、缩孔缺陷多,力学性能差的问题,本研究设计了底注式和缝隙式相结合的浇注系统,综合运用铸造数值模拟仿真、响应面分析等手段,优化了铸造工艺方案。结果表明:优化后的铝合金薄壁壳体无缩松、缩孔缺陷,二次枝晶间距减小了10.87%,显著提升了铸件的力学性能。通过金相分析,验证了本低压铸造工艺方案的正确性。 随着碳中和概念的提出,节能环保再一次成为人们关注的热点问题。这也促
 结构网格 1. 创建表面网格 (Create Surface Mesh) •撒点(Seeding):与网格页签的功能相同,可以快速地调整撒点设定以优化表面网格的质量和性能。详细功能介绍请参考 BLM网格(一般) 章节。 •映射至曲面(Map to Face):将现有的表面网格以映像方式复制到有类似拓朴的面上。 -单击图标以启动功能,并选择要映像的表面网格和目标面。 -选择与面部所有角对应的网格节点
结构网格 1. 创建表面网格 (Create Surface Mesh) •撒点(Seeding):与网格页签的功能相同,可以快速地调整撒点设定以优化表面网格的质量和性能。详细功能介绍请参考 BLM网格(一般) 章节。 •映射至曲面(Map to Face):将现有的表面网格以映像方式复制到有类似拓朴的面上。 -单击图标以启动功能,并选择要映像的表面网格和目标面。 -选择与面部所有角对应的网格节点 如何用最少时间 找出最佳的产品几何设计 ▎科盛科技产品处 技术经理 胡珅滕 一般塑料制品的生产流程,从产品造型及结构设计、模具设计、模具制造到射出成型,须历经许多阶段。若在前段设计上有不周全的地方,就会造成后段生产的困难,或是需要来回沟通以调整产品设计、模具设计或修整模具。本文即着重在塑料产品设计时间,说明如何透过模流分析找较佳的产品设计,藉此预先排除潜在问题,使产品能顺利量产。 在产品设计时间,
如何用最少时间 找出最佳的产品几何设计 ▎科盛科技产品处 技术经理 胡珅滕 一般塑料制品的生产流程,从产品造型及结构设计、模具设计、模具制造到射出成型,须历经许多阶段。若在前段设计上有不周全的地方,就会造成后段生产的困难,或是需要来回沟通以调整产品设计、模具设计或修整模具。本文即着重在塑料产品设计时间,说明如何透过模流分析找较佳的产品设计,藉此预先排除潜在问题,使产品能顺利量产。 在产品设计时间, ■科盛科技/ 林秀春 产品故事说明 成品尺寸:长900~1500,宽100(单位:mm); 成品厚度:平均厚度1.5~2.5(单位:mm); 浇道系统:冷浇道; 塑胶材料:PP、ABS。 图1:每种材料常见流长比 分析焦点 在塑胶模具中,因塑胶件几何复杂多变,设计者在决定浇口位置与浇口数量时,会有一定的困难度, 图2:每种材料常见流长比 图3:三个浇口的流动波前_流长比50.2 图4:二个浇口的流
■科盛科技/ 林秀春 产品故事说明 成品尺寸:长900~1500,宽100(单位:mm); 成品厚度:平均厚度1.5~2.5(单位:mm); 浇道系统:冷浇道; 塑胶材料:PP、ABS。 图1:每种材料常见流长比 分析焦点 在塑胶模具中,因塑胶件几何复杂多变,设计者在决定浇口位置与浇口数量时,会有一定的困难度, 图2:每种材料常见流长比 图3:三个浇口的流动波前_流长比50.2 图4:二个浇口的流之一") eDesign网格 (修复) (eDesign Mesh (Fix)) 当实例化网格,若侦测到表面网格缺陷会跳出警告窗口,点击是 (Yes),则工作接口会换成表面网格修复工具组,或是直接点击在网格页签中的修复表面网格以启动网格修复工具。其中的工具及其功能如下表所列。 1. 精灵 (Wizard) •修复精灵 (Fix Wizard) 自动修复工具来一次性修复多个不同种类网格缺陷,包含网格间隙,重迭
eDesign网格 (修复) (eDesign Mesh (Fix)) 当实例化网格,若侦测到表面网格缺陷会跳出警告窗口,点击是 (Yes),则工作接口会换成表面网格修复工具组,或是直接点击在网格页签中的修复表面网格以启动网格修复工具。其中的工具及其功能如下表所列。 1. 精灵 (Wizard) •修复精灵 (Fix Wizard) 自动修复工具来一次性修复多个不同种类网格缺陷,包含网格间隙,重迭 CAD 与CAE 融合之缩短成型周期改善翘曲 ■型创科技 / 罗子洪& 邵梦林 序言 近年来在工业4.0 的倡议下,智能制造与智能设计,是建立复制产品开发成功模式的必要因素。已有许多企业认识到整合设计与生产制程各环节技术能量的重要性,也开始着手在企业内部进行各单位的人员训练与技术提高,希望员工同时具备模具设计能力、CAE模流分析能力与现场调机能力的全方位技能优质工程师。同时我们也看到有了许多指标性
CAD 与CAE 融合之缩短成型周期改善翘曲 ■型创科技 / 罗子洪& 邵梦林 序言 近年来在工业4.0 的倡议下,智能制造与智能设计,是建立复制产品开发成功模式的必要因素。已有许多企业认识到整合设计与生产制程各环节技术能量的重要性,也开始着手在企业内部进行各单位的人员训练与技术提高,希望员工同时具备模具设计能力、CAE模流分析能力与现场调机能力的全方位技能优质工程师。同时我们也看到有了许多指标性 边界条件 (Boundary Condition) 边界条件页签提供不同的精灵工具来指定边界条件(BC)到面或元素上。BC仅会在特定分析中被纳入考虑,用以描述对象表面的特殊行为或对象间局部的交互作用。能够指定的BC取决于当下项目的成型类型。 注:某些BC (例如负载与拘束) 需要先生成网格模型 (最终确认) 后才能指定。 选取(Select) 当指定BC时,通常需要在几何上选取元素(线或面)或节点
边界条件 (Boundary Condition) 边界条件页签提供不同的精灵工具来指定边界条件(BC)到面或元素上。BC仅会在特定分析中被纳入考虑,用以描述对象表面的特殊行为或对象间局部的交互作用。能够指定的BC取决于当下项目的成型类型。 注:某些BC (例如负载与拘束) 需要先生成网格模型 (最终确认) 后才能指定。 选取(Select) 当指定BC时,通常需要在几何上选取元素(线或面)或节点 材料精灵 (Material Wizard) 好的模拟结果取决于多种关键因素,材料正是其中的关键。高分子材料在射出成型的周期间,材料的流动行为相当复杂,因此材料特性的控制和选择,皆会影响模拟的结果。Moldex3D数据库为各种不同的应用领域和行业提供准确和全面的数据。 Moldex3D材料精灵提供精确又全面化的数据库,供用户选择最适合的材料,不但井然有序列出每种材料的信息,同时也链接执行项目的功能
材料精灵 (Material Wizard) 好的模拟结果取决于多种关键因素,材料正是其中的关键。高分子材料在射出成型的周期间,材料的流动行为相当复杂,因此材料特性的控制和选择,皆会影响模拟的结果。Moldex3D数据库为各种不同的应用领域和行业提供准确和全面的数据。 Moldex3D材料精灵提供精确又全面化的数据库,供用户选择最适合的材料,不但井然有序列出每种材料的信息,同时也链接执行项目的功能 7. 数据标签 ( Data Tab) 材料根据指定的材料类型和主要信息来创建,不同的模拟和现场应用将会有不一样的内容的属性页签。 对于属性的变化,Moldex3D 会将模型和参数转换成 XY 曲线图,其原始数据可以从模型右侧(绘图设定旁)打开查看。 注:有关 PVT 的更多信息,请参阅 参考数据 中的 材料 。 1)黏度 (Viscosity) 所选材料的黏度曲线显示于材料数据窗口。 黏度是流体
7. 数据标签 ( Data Tab) 材料根据指定的材料类型和主要信息来创建,不同的模拟和现场应用将会有不一样的内容的属性页签。 对于属性的变化,Moldex3D 会将模型和参数转换成 XY 曲线图,其原始数据可以从模型右侧(绘图设定旁)打开查看。 注:有关 PVT 的更多信息,请参阅 参考数据 中的 材料 。 1)黏度 (Viscosity) 所选材料的黏度曲线显示于材料数据窗口。 黏度是流体- LS-DYNA引入不可压缩光滑粒子伽辽金方法ISPG,以拉格朗日方式求解纳维-斯托克斯方程。本方法旨在解决强形式拉格朗日粒子法在求解不可压缩自由表面流动时关键的数值不稳定性问题。ISPG方法提供了一种稳健和有效的方法求解精确的结果,包括流固耦合。 回流焊工艺涉及多个设计因素,这些因素能够影响熔融焊点的最终形状,如焊点体积、恢复力、表面张力、接触角、焊盘厚度和焊盘尺寸等,采用ISPG方法进行模拟时能
- LS-DYNA中的显式SPH求解功能非常适合求解涉及超高速撞击、爆炸和其他瞬态事件等问题,但在涉及诸如涉水等较慢的流体流动仿真时仍需优化。在此基础之上,不可压缩SPH (ISPH)功能是专门为处理诸如涉水、电机冷却、齿轮润滑等大型不可压缩流体仿真而开发,它允许比通常的显式SPH仿真更大的时间步长,同时避免了对流体不可压缩性的妥协。与显式SPH和其他FVM方法相比,ISPH方法所需的仿真计算时间更少
 ■ 财团法人精密机械研究发展中心 智慧化设备发展处 / 黄崧原 & 周明庆 前言 塑料反复加热射出至模具后冷却固化,此为橡塑胶成型主要生产模式,然而随着产业对于产品的功能性与质量需求越来越高,许多业者开始针对橡塑胶成型进行制程的加热与冷却设备评估,期望透过高温制程能够提升成型能力与改善质量,并缩短产品周期。 综观现今的加热方式,感应加热具有升温迅速、热量集中于模具、能源消耗少、能源使用效率高……等
■ 财团法人精密机械研究发展中心 智慧化设备发展处 / 黄崧原 & 周明庆 前言 塑料反复加热射出至模具后冷却固化,此为橡塑胶成型主要生产模式,然而随着产业对于产品的功能性与质量需求越来越高,许多业者开始针对橡塑胶成型进行制程的加热与冷却设备评估,期望透过高温制程能够提升成型能力与改善质量,并缩短产品周期。 综观现今的加热方式,感应加热具有升温迅速、热量集中于模具、能源消耗少、能源使用效率高……等 充填/保压进阶设定标签 (Filling and Packing Tab - Advanced Setting) Moldex3D在加工精灵内提供合适的预设参数设定以方便使用者流畅使用,若要编辑特定设置可点选进阶设定启动进阶设定面板。 加值模块的进阶设定 有关于进阶模块(Solution Add-ons)的进阶设定(Advanced Setting),请参考成型条件及其他章节。 射出选项 (Inj
充填/保压进阶设定标签 (Filling and Packing Tab - Advanced Setting) Moldex3D在加工精灵内提供合适的预设参数设定以方便使用者流畅使用,若要编辑特定设置可点选进阶设定启动进阶设定面板。 加值模块的进阶设定 有关于进阶模块(Solution Add-ons)的进阶设定(Advanced Setting),请参考成型条件及其他章节。 射出选项 (Inj
视频
 免费
免费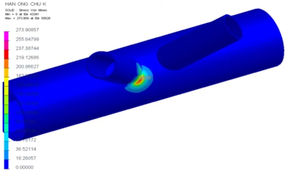

 ¥3
¥3



 ¥30
¥30

项目客服
培训客服
平台客服
顶部