



 轧制
轧制
全部分类
文章
视频
问答
最新发布
最新评论
汽车零部件是构成汽车的重要组成部分,包含发动机、底盘、车身、电器设备等,这些零件的材料和表面处理方法都将会直接间接影响汽车的性能和寿命。 一、汽车零件的主要材料 A-金属材料 金属材料是汽车零件中使用最广泛的一类材料。 其中,钢铁、铸铁、铜合金、铝合金和镁合金等是汽车零件的主要金属材料。钢铁具有强度高、耐腐蚀性好、成本低等优点,因此在汽车车身、挡板、底盘、发动机等部位得到广泛应用。铝合金和镁合金较

摘 要:随着吹膜生产线中旋转牵引部件的广泛应用,气垫辊部件在旋转牵引中扮演着至关重要的角色。出风均匀性作为气垫辊设计合理性的重要指标,对于薄膜的物理性能和生产效率具有重要影响。本文通过使用Ansys Fluent这一流体力学数值模拟软件,研究了吹膜旋转牵引气垫辊内部的流动行为,并探讨了不同设计参数对出风均匀性的影响。通过数值模拟结果的分析和对比,可以为气垫辊的设计和优化提供理论指导,以提高吹膜工艺
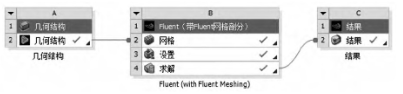
摘 要:本文以一款现有无边框车门的结构进行重新设计,保留车门外板的外形和内板,用 CATIA 进行设 计,根据压铸特征对车门进行重新设计。根据车门强度刚度要求选用上海交通大学合金中心彭立明教授研发专利 免热处理材料作为压铸材料[1]。根据 CATIA 的逆向扫描提取出车门曲面,重新设计后将数模导入 HyperWorks 对模型进行处理并划分网格,用 HyperWorks自带的 Optistruct
■耀德讲堂/ 赵育德 讲师 (转载自繁体版ACMT电子技术月刊No.080) 前言 在1997-1999 于台北工专材料资源科五专部(现为台北科技大学)首次碰到恩师 邱耀弘 博士(以下称邱博),就注定了我与MIM 结下不解之缘,在退伍后幸运的考入台湾工业技术学院(现为台湾科技大学)高分子学系就读并顺利取得到硕士文凭,并在2010 年在邱博的带领下,我们从台北飞到杭州机场,旋即由当时公司(宁波成铭电

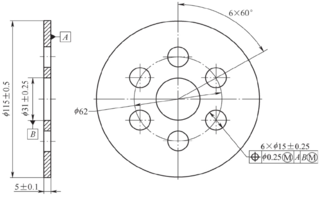
摘 要:设计某垫片类零件落料冲孔模,计算冲裁力,根据落料冲孔模具结构分析模具上垫板零件受力情况,利用NX NASTRAN有限元分析软件对零件受力情况进行模拟。分析和试冲结果表明,零件受力情况与有限元分析结果一致,零件原结构不能满足模具工作需求,更改零件结构后应力和应变情况得到了明显改善,能满足模具的使用要求。 关键词:模具设计;落料冲孔;垫片;有限元;NX NASTRAN;模拟;冲裁力计算; 1
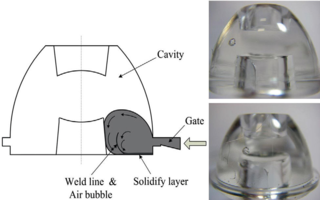
ACMT 技术月刊 作者 ■台湾科技大学 / 陈炤彰 教授 前言 近年来光学产业快速发展,LED 照明元件需求大增,由于注塑成型制程的成型均一性、生产快速和精密度高之优势,在各种光学元件上已有广泛应用。固态发光二极体 (LED) 在照明应用上扮演着重要的角色,现今LED 已逐渐取代传统光源,为使光源能够受控制,以及增加光的均匀性,二次光学元件,如全反射二次光学元件 (Total Internal
3 悬臂类铝型材挤压模具的数值模拟分析 3.1 铝合金型材挤压参数选择 铝合金的挤压参数选择和设定对研究分析的结果起着决定的作用,本研究的挤压参数[4]如表3所示。 表3 挤压参数 3.2 HyperWorks铝合金挤压数值模拟步骤 HyperWorks铝合金挤压数值模拟步骤包括前处理和后处理。前处理包括以下步骤:导入模具几何模型、几何清理、网格划分、定义边界条件、HyperXtude求解。 3.

摘 要:通过对悬臂类铝型材的有限元模拟,研究悬臂类铝型材挤压模具的总体高度、铝型材的厚度和铝型材的宽度对模具强度的影响。通过正交试验方法研究这三种影响因素对悬臂类铝型材挤压模具强度影响的主次性并寻找最优组合的悬臂类铝型材挤压模具。结果表明,铝型材挤压模具的高度对下模具最大应变值影响显著,影响主次顺序为铝型材挤压模具的高度、挤压型材的厚度、铝型材的宽度。 关键词:悬臂;挤压模;有限元;HyperWo
工艺现状 环件轧制(下述简称环轧,也称为碾环)工艺是一种常见的回转塑性成形工艺,该工艺利用碾环机的轧辊对环状毛坯件进行连续局部辊压,使毛坯件在回转运动中逐步产生截面的变形,环直径逐渐增加(或先减少在增加),从而获得目标零部件。环轧工艺有着诸多的优点,例如加工精度高、材料利用率高、截面质量好,且相较于传统的模锻工艺,该工艺的加工生产成效低,同时,该工艺也是制作轴承内外圈的常见手段。 环轧工艺 虽然环

摘要: 锂离子电池的综合性能不仅取决于材料和结构的创新,还与制造工艺及相关设备技术的进步息息相关。目前电池制造厂商针对不同体系的电池工艺开发多采用穷举法进行实验试错,在工艺仿真技术方面还存在较大的发展空间。面向电池高质量制造发展和数智化升级的行业发展趋势,本文结合宏观电池制造设备和微观电池电极结构两个角度,对电池制造工艺仿真研究现状进行了系统总结,分析了各工序工艺仿真技术机理研究、结构发展及应用前
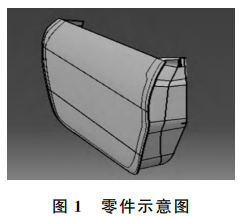
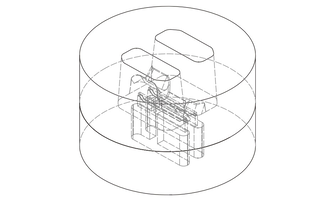
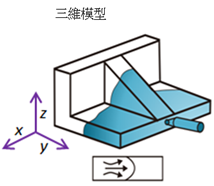
大纲 本案例为生产消费性家庭用之易拨罐,如图一所示,主要功能为盛装食物或原料的食品储存用容器,由于产品为狭长型罐身,决定了公模仁的结构与刚性,在射出过程中模壁易形成模内压,以及因流动不平衡导致公模仁翘曲,进而产生产品肉厚偏移及严重的包封和结合线问题。在本研究中,飞绿股份有限公司使用 Moldex3D,优化模具设计与射出成型制程,改善狭长形罐身问题所造成的成型缺陷,提升产能与质量的稳定度。 挑战 •
ISO17025认证实验室 配备尖端量测设备 Moldex3D材料中心通过ISO17025认证,代表我们的流程、设备、专业知识以及技术具备高准确及可靠性。您绝对可以信任我们材料量测数据的质量。此外,我们具备尖端设备,以先进的量测能力和精准掌控参数的能力,提高流变数据的准确性。我们提供卓越的技术,确保您在研究和开发过程中获得可靠的数据。 图片1:ISO17025证书和材料量测实验室 弹性且客制化的量

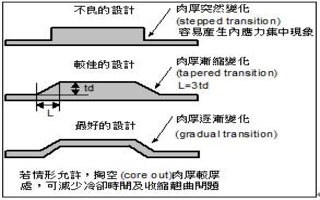
• 塑件收缩理论 塑件收缩取决于其热膨胀与可压缩性,也就是塑件之PVT关系,塑件脱模后体积遵循PVT变化关系,随温度压力而变化。若室温下之模穴体积为Vc,塑件脱模后体积为V,则可定义塑件的体积收缩率(volumetric shrinkage)为: 若塑料为各向同性(isotropic)材料,也就是各方向材料物性相同,没有特定方向性,则可定义塑件之线性收缩率(linear shrinkage)为:

• 射出成形过程中的翘曲行为 射出成形过程中的翘曲行为是材料自液态冷却为固态时不平均体积收缩的结果。温度或压力的变化都会引发高分子的比容及密度的改变,甚者,这些改变也会引起成型零件的形变。因此,本节将说明收缩的现象及其可能的成因。 • 充填及保压过程中的收缩行为 温度或压力的变化可能会引发高分子的比容及密度的改变。高分子在保压阶段的收缩行为端看保压的程度。好的保压结果一般都会有较小的收缩。在保压过
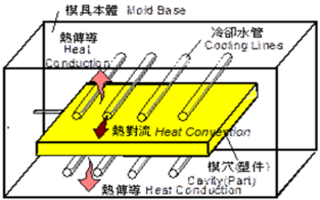
1. 制程特征 (Process Characteristics) 冷却系统设计影响熔胶固化过程及塑料产品翘曲变形,并且冷却时间占总周期时间70%-80%。因此,一个良好的冷却系统,可以大幅缩短塑件成型时间,帮助增加生产效率及成品质量。更进一步来说,良好冷却系统提供了均匀冷却环境,能够让帮助塑件均匀收缩,减少翘曲温度,并能确保熔胶能够顺利充满模穴之中。 冷却系统图解 透过冷却系统机制,塑件热量持续
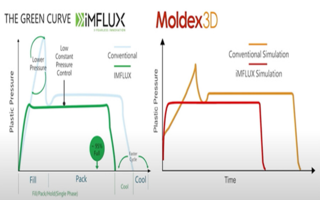
iMFLUX采用固定射出压力(低压)的模式,于充填过程采用一致的射出压力,通过塑料压力控制成型过程,使得熔胶送至模腔时,不会失速或滞流,而波前在恒定压力情况下连续前进,可自动调整速度,因此具有流动波前较一致的优点。由于使用较低的射出压力,因此射出过程中的压力峰值会低于传统速度控制模式下的射出压力峰值,如图一所示。由于射出压力较低,因此也减少由压力所造成的产品质量问题,控制压力可以让射出过程提早进入
1. 制程特征 (Process Characteristics) 在射出成型的过程中,将塑料填入模穴中是首要的关键步骤。基本上,这是一个与流动波前有关的三维瞬时问题,非牛顿流体流动及许多参数如热传导的问题都牵涉于其中。一般来说,若是设计未臻完美或是用了不适当的材料或制程条件,都造成产品经充填的过程中出现许多缺陷。 充填程序之示意图 正常来说,充填过程中的熔胶都倾向往有最小阻力的区域前进。若熔融的
2. 数学模型及其假设 (Mathematical Models and Assumptions) 数学模型及其假设(Mathematical Models and Assumptions) for Solid 令 u, v ,w 代表速度分量,x,y 是平面坐标轴而z是gapwise坐标轴。假设空孔中充填的是不可压缩流体,一般的射出充填可以很合理的假设为黏滞流。 射出成型常用的原理简图 在充填阶
摘要 采用湿型铸造生产的球铁前盖铸件常是通过在砂芯内放置冷铁消除铸件缩松缺陷,其工艺复杂,在批量生产中铸件的气孔及缩孔废品比例较高。本研究简化了前盖铸造工艺,其内腔由吊砂工艺带出,减少了主体砂芯。该工艺在利用铁液自重补缩的同时,辅以侧冒口补缩以及在局部增加冷铁。优化后的工艺降低了铸件的废品率,同时也简化了生产工艺,降低了铸造成本。 球墨铸铁前盖材质为QT700-2,采用湿型砂工艺生产。由于湿型砂砂
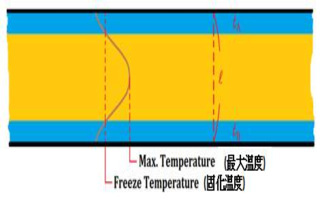
固化层厚度比例 (Frozen Layer Ratio) 固化层厚度比例结果显示目前时间输出时零件厚度的固化塑料体积百分比。此值会随时间达到 100%。 下图和以下方程序说明计算固化层厚度比例的方式。 蓝色: 固化塑料熔胶 黄色: 流动塑料熔胶 其中 tA 是上固化层的厚度, tB 是下固化层的厚度,而 l 是模穴的厚度。 冷却导致的凝固会使得靠近塑件的表面形成固化层。固化塑料厚度的增加会使得沿着
热榜
1月1年全部
文章
视频
问答
1月1年总榜
项目客服
培训客服
平台客服
顶部