



 铸造仿真铸造模具
铸造仿真铸造模具
全部分类
文章
视频
问答
最新发布
最新评论
铝压铸变速箱壳体去毛刺除氧化皮研磨抛光工艺技术方法分享: 铝合金压铸件广泛应用于电子、汽车、飞机、船舶、电机、家电等行业的机械零部件生产制造过程中,具有外形美观、重量轻、强度和耐腐蚀性高的产品优点。不过在其生产过程中经常会产生毛刺、飞边、批锋等缺陷,因此产品表面的打磨处理工艺就显得尤为重要。在这个案例中,我们来分享一个铝合金压铸件零部件汽车变速箱壳体自动化高效率去毛刺飞边、除氧化皮,除批锋的工艺技

铝压铸变速箱壳体去毛刺除氧化皮研磨抛光工艺技术方法分享: 铝合金压铸件广泛应用于电子、汽车、飞机、船舶、电机、家电等行业的机械零部件生产制造过程中,具有外形美观、重量轻、强度和耐腐蚀性高的产品优点。不过在其生产过程中经常会产生毛刺、飞边、批锋等缺陷,因此产品表面的打磨处理工艺就显得尤为重要。在这个案例中,我们来分享一个铝合金压铸件零部件汽车变速箱壳体自动化高效率去毛刺飞边、除氧化皮,除批锋的工艺技
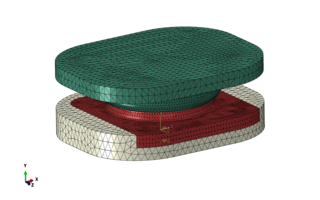
基于ABAQUS的人工腰椎关节置换假体位移控制接触模型仿真 软件版本:ABAQUS2019 模型运动条件:ISO 18192-1-2011
摘 要:精铸件在汽车支架类零件中应用十分广泛,其分析精度的准确性对于产品的使用性能以及整车的安全性能有着非常重要的作用,产品CAE分析精度主要影响因素有分析模型的合理性、分析工况的全面性、铸件网格模型的选择、连接单元的建模方法、铸件后处理结果的读取对结果的判定等,本文中采用一实例吊耳支架总成结构来进行验证,该支架在路试中出现裂纹,通过调整分析模型得到分析结果与实物裂纹位置一致,并通过优化手段对结构

摘 要:介绍了HT300直列气缸体立浇的工艺过程。采用适流浇注系统,通过控制内浇口入口速度和横浇道流速,计算浇道截面积,再结合铸造仿真计算结果对浇注系统进行模拟工艺设计可行性等措施提高产品工艺质量。经过批量生产验证,铸件废品率控制在4.02%,满足产品废品率低于5%的要求。 关键词:直列气缸体;铸造工艺;数值模拟; 1 技术要求 气缸体毛坯外形如图1所示,材料牌号选用HT300,化学成分如表1所示

1 前言 铁型覆砂工艺生产的铸件因外观光洁、内部致密、尺寸精确逐步受到欢迎,逐渐成为众多轮毂厂家的选择,主要材质为QT450-10,全部采用这种工艺,但在生产过程中经常出现强度高、延伸率低、稳定性差的问题,本文与实际生产现场结合,通过对工艺的优化和调整使铸件本体延伸率稳定达到12%以上、综合成品率由94.53%提升至97%,成功解决了生产过程中的难题。 2 化学成分与原材料 公司汽配产品已批量生产
2023年9月,路透社日前报道称,特斯拉在一体化压铸上取得技术突破。通过这项技术,特斯拉可将电动汽车几乎所有复杂车身底部零件压铸成一个整体,而非仅压铸约400个零部件。该技术将令特斯拉生产成本减半,或改变传统的电动汽车制造方式。 消息人士表示,全新的制造技术意味着可以在18至24个月内从头开始开发一款汽车,而目前大多数竞争对手需要3至4年的时间。 这种看似简单的材料选择转变可能会改变整个行业的游戏
在消失模生产中,炭黑缺陷往往与皱皮同时产生,产生的原因有很多相同的地方。 白模材料、浇注温度、抽负压值不当都造成消失模铸件出现炭黑、皱皮缺陷。 所以,我把这两项缺陷的资料合并到一起,让做消失模的老铁们有对照和对比。 下面我们先来一张具有炭黑和皱皮特征的消失模铸件照片 一、炭黑缺陷产生的原因及解决方法 消失模铸件缺陷中炭黑是一类常见的缺陷,该类缺陷在铸铁件上尤其是球墨铸铁件生产中很容易产生。由于造成
熔炼HT300机床铸铁,生产中出现冲天炉铸件的强度硬度始终优于电炉,尽管铁液五大元素基本相同,还对电炉铁液增硫,但抗拉强度普遍相差30~20MPa,粗加工后床身导轨面硬度HB相差10~30。最终只好采取降低电炉铁液的碳量,勉强满足铸件强度硬度要求。 过去普遍认为:电炉铁液过热温度、化学成分、铁液纯净度等比冲天炉好控制;铁液凝固过冷度较大,晶粒细化;在原辅材料和铁液处理完全一致的情况下,电炉铸件的强
膨润土在粘土粘结砂中的作用及变化 铸造用膨润土主要有钠基膨润土和钙钠膨润土两类,钠基膨润土是由天然钠基膨润土或人工钠化膨润土加工而成,以其复用性好和湿压强度高而受铸造行业欢迎。因具有良好的可塑性,可遏止铸件出现夹砂、结疤、掉块、砂型塌方等现象,加之成型性强、型腔强度高,便于金属行业浇铸湿态或干态型模,是精密铸件首选的型砂粘结剂。钙钠膨润土由天然基钙钠膨润土加工而成,是轻型铸件普遍采用的型砂粘结剂。
离心铸造是将液体金属注入高速旋转的铸型内,使金属液在离心力的作用下充满铸型和形成铸件的技术和方法。离心力使液体金属在径向能很好地充满铸型并形成铸件的自由表面;不用型芯能获得圆柱形的内孔;有助于液体金属中气体和夹杂物的排除;影响金属的结晶过程,从而改善铸件的机械性能和物理性能。 根据铸型旋转轴线的空间位置,常见的离心铸造可分为卧式离心铸造和立式离心铸造。铸型的旋转轴线处于水平状态或与水平线夹角很小(
前言 原文限于篇幅,没有包含加工工艺。本文作为补充内容,介绍航空用高温合金的加工工艺,包括铸造工艺、锻造工艺,以及铸件、锻件在航空发动机零部件的应用。 注:高温合金原材料的加工还有熔炼工艺,可以参考转发的文章 镍基合金VIM+ESR+VAR三大熔炼工艺简析 (qq.com) 铸造工艺 航空发动机零件使用最多的是熔模铸造工艺,特点是可以获得最终尺寸的零件,并且成本相对较低。但是铸件常见问题如气孔、偏
这个问题出现的原因是什么呀

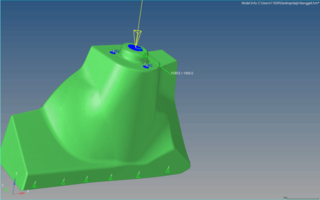
船用汽轮机后汽缸下半铸件的 铸造工艺设计 戴月良 (上海电气 上重铸锻有限公司,上海 200245) 摘 要:船用汽轮机后汽缸下半铸件结构复杂,质量要求高,有较高的生产难度。采用ProCAST 铸造模拟软件计算铸件模数,根据模数计算设置冒口;模拟浇注过程,确保充型过程快速平稳;对铸件凝固过程模拟优化,实现顺序凝固,保证了铸件致密度。 关键词:汽轮机汽缸;工艺优化;铸造模拟 现代舰船信息化程度越来越
摘要:通过运用模流分析软件,对重力铸件进行工艺分析,找出产品缺陷发生的部位,开展有针对性的工艺设计,然后再使用软件进行模拟仿真,验证工艺方案的有效性,最后锁定工艺方案,以此来达到提高铸铝件模具设计的成功率。解决了以往只能靠试生产来验证工艺方案的可行性问题,提高了模具设计成功率,缩短了开发周期。 关键词:模流分析 工艺分析 模拟仿真 引言: 铝合金具有密度低、耐腐蚀、比强度高,熔点低、铸造性能较好等
工艺在铸件生产过程中占有十分重要的地位,它直接影响铸件的质量水平、生产成本、生产效率及环境污染程度。砂型铸造方法可分为物理硬化造型方法和化学造型方法两大类。物理硬化造型方法主要有粘土砂型、实型铸造、V法造型法、冷冻造型法等。其中粘土砂型又分为湿型、干型和表干型。实型造型和V法造型法属于无粘结剂方法(干砂),采用负压成型。冷冻造型法则以水为粘结剂。化学造型方法主要有:水玻璃砂型、树脂砂型等。它们又都
一、 2023中国铸造活动周—11月·福州聚焦“双碳” 原定于2022年12月5-8日在福州中庚喜来登酒店举办的2022中国铸造活动周,因疫情影响延期召开。现会议拟重新启动,将于2023年11月12-15日举办,地点不变。第十三届中国铸造质量标准论坛也将同期同地举办。 二、关于举办“第八届全国铸造行业创新发展论坛”的通知 中国铸造协会定于2023年9月24-26日在安徽省合肥市举办“第八届全国铸造
如何设置多个浇口依次浇铸,比如浇口1运行一段时间以后浇口2自动打开,以此类推浇口3浇口4
udf脚本导入之后找不到是为什么?有没有做流体仿真,最好是连铸模拟的指导一下?
热榜
1月1年全部
文章
视频
问答
1月1年总榜
项目客服
培训客服
平台客服
顶部